「届いた量産品の山を前に、どこまで細かく見ればいいのか途方に暮れる……」
「全数をチェックする時間も予算もないけれど、お客様への不良品混入は絶対に防ぎたい」
このような焦りや不安を抱えたまま、手探りで受入検査を進めていませんか。 1日中パソコンの前でオンライン商談や手配に追われ、いざ実務が始まると検品の具体的な着地点が見えなくなるのは、多くのEC事業者やメーカー担当者が直面する深い悩みです。
そこで必要になるのが、限られたリソースでも高い確実性を担保できる、仕組み化された検査基準にほかなりません。 この記事では、国際規格であるAQL(合格品質限界)をベースにした合理的な抜き取り手順と、明日から現場でそのまま使える「ブレない国内品質確認チェックシート」の構築ノウハウを丁寧に紐解きます。 これを読めば、個人の主観に頼らない厳密な受入体制が整い、不良品リスクを最小限に抑えながら業務効率を劇的に向上させる具体的な道筋が手に入ります。
この記事でわかること
- AQLサンプリング検査の進め方
- 国内検品チェックシートの作り方
- OEM輸入で実際に起きた品質トラブル事例
- サンプリング検査と全数検査の使い分け
- 無料配布「AQL国内検品チェックシート」の活用方法
- 不良品の見落としを防ぐ受入検品のコツ
この記事では、AQL検査の方法だけでなく、実際に現場で利用できる国内検品チェックシートも無料で公開しています。
▼無料ダウンロードはこちら
国内検品チェックシート(Googleスプレッドシート)
本記事は著者が実際に中国工場とのOEM交渉を行った経験をもとに執筆しています。
国内検品で失敗しないAQL受入検査の基本ルール
国内の倉庫に運び込まれた量産品の山を前に、限られた時間の中で最大の防波堤を築くためには、統計学的な裏付けを持った検査設計が欠かせません。届いた製品すべてを1点ずつ開封して確認する全数検査は、一見すると最も安全な手法に思えるでしょう。
しかし、膨大な作業時間を費やすだけでなく、人間の手で行う以上、疲労や集中力の低下による見落としリスクがどうしても付きまといます。膨大なコストとリソースを消費した挙句に不良品が市場へ流出してしまっては、元も子もありませんよね。
こうした課題をスマートに解決するために、世界中の製造業や国際貿易の現場で標準採用されている指標が、AQL(Acceptable Quality Limit:合格品質限界)です。この国際標準規格(ISO 2859-1)を国内受入時のオペレーションに組み込むことで、ロット全体の品質を一定の信頼度でスピーディーに判定できるようになります。
主観やその日の気分に左右される危うい仕入れ判断を脱し、客観的なデータに基づいた合格ラインを可視化するための基礎知識から順を追って確認していきましょう。
AQL(合格品質限界)とは?サンプリング数の決め方
AQL検査は「サンプル数を決める → 欠点を分類する → Ac(合格判定数)とRe(不合格判定数)で判断する」という流れで進めます。以下のフロー図を参考に、実際の受入検品での判定手順を確認してみてください。
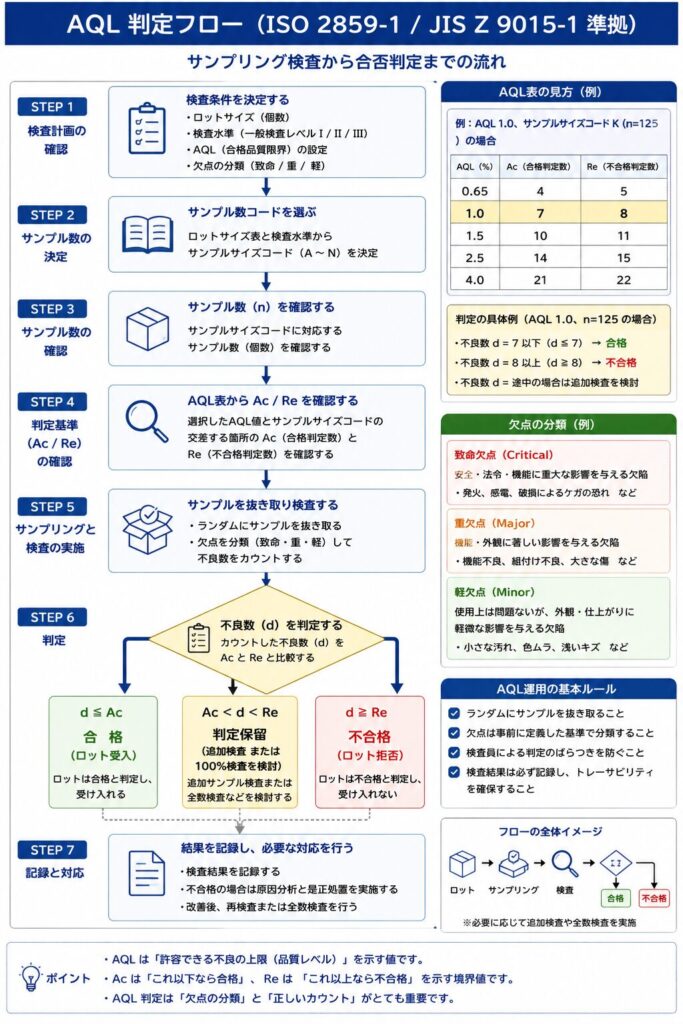
量産品の1ロットから一体何個のサンプルを抜き出して検証すべきなのか、その具体的な数字は全体のロットサイズと、あらかじめ設定した「検査水準」の組み合わせによってロジカルに決定されます。
一般的な工業製品や、日本の厳しい市場向けに供給されるEC商材の国内受入検査においては、JIS Z 9015-1(ISO 2859-1対応)に規定されている「通常検査水準Ⅱ」をベースに設計するのが最も確実なアプローチです。
この規格に則り、まずはロットの総数に対応する「サンプルサイズ文字」と呼ばれるアルファベットの符号を割り出し、そこから正確な抜き取り個数を導き出します。 例えば、1ロットの総数が3,000個である場合、通常検査水準Ⅱにおけるサンプルサイズ文字は「K」と定められ、検証すべき個数は「125個」と自動的に指定される仕組みです。
抽出された125個の状態を厳密に調べることで、ロット全体の品質を統計的に推し量ることが可能になります。したがって、検査担当者の経験値や主観に頼ることなく、常に一定の精度を保った均一な検査体制を維持できる点が大きなメリットです。
ANSI/ASQ Z1.4とISO2859-1(JIS Z 9015-1)の違い
結論から言うと
実務上のサンプリング方法や判定基準はほぼ同じです。
ANSI/ASQ Z1.4はアメリカで広く使用されている抜取検査規格であり、ISO 2859-1は国際標準規格、JIS Z 9015-1はその日本版にあたります。
そのため、中国OEMや国際貿易の現場では、
- 中国工場 → ANSI/ASQ Z1.4
- 日本企業 → JIS Z 9015-1
- 欧州企業 → ISO 2859-1
というように呼び方が異なるケースがありますが、実際のAQL運用では同じ考え方で使用されることがほとんどです。
| 項目 | ANSI/ASQ Z1.4 | ISO 2859-1 / JIS Z 9015-1 |
|---|---|---|
| 管轄 | 米国品質協会(ASQ) | 国際標準化機構(ISO) |
| 主な利用地域 | 米国・中国OEM業界 | 日本・欧州・国際取引 |
| サンプルコード | 同等 | 同等 |
| AQL判定方法 | 同等 | 同等 |
| 検査レベル | 同等 | 同等 |
| 実務運用 | ほぼ同じ | ほぼ同じ |
筆者の経験では、中国工場や第三者検品会社から提出される検査レポートには、
「ANSI/ASQ Z1.4 Based Inspection」
と記載されているケースが度々ありました。
しかし実際に確認すると、
- 検査水準Ⅱ
- AQL Major 2.5
- AQL Minor 4.0
など、日本企業が一般的に採用している基準とほぼ同じ条件で運用されていることがほとんどでした。
そのため、日本国内で受入検品を行う場合でも、ANSI/ASQ Z1.4と記載されているからといって特別な対応が必要になることはほとんどありません。
重要なのは規格名ではなく、
- 検査水準(Level I・II・III)
- サンプルサイズ
- AQL値
- 欠点分類(Critical・Major・Minor)
が発注時に明確に取り決められているかどうかです。
AQL検査における致命欠点・重欠点・軽欠点の分類基準
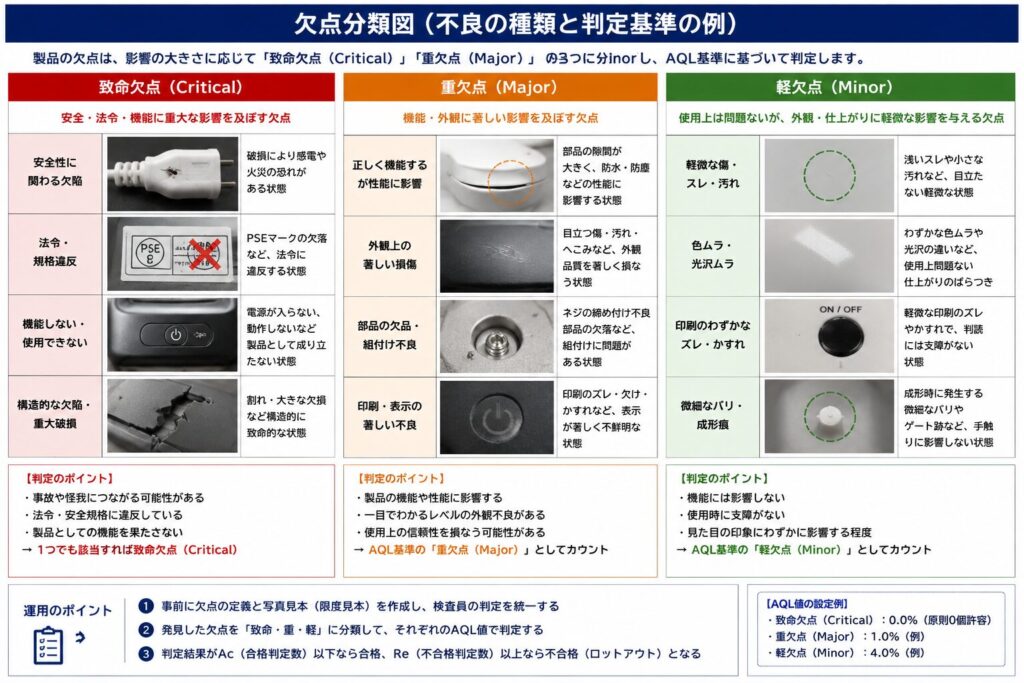
抜き取るべきサンプル数がクリアになったら、次に行うべきは発見された不良(欠点)の重みを正しく評価するための格付け基準を明確に設けることです。
いくら検査個数が正確でも、見つかった汚れや傷をどう判定するかがバラバラでは意味がありません。品質管理の実務においては、不良がもたらす影響度の大きさによって
「致命欠点(Critical)」
「重欠点(Major)」
「軽欠点(Minor)」
の3種類に明確に分類します。
致命欠点とは、エンドユーザーの安全を脅かす恐れがあるものや、各種法令・安全規格に違反する致命的なリスクを含んだ不良を指します。
重欠点は、製品が本来持っている機能を発揮できない状態や、ひと目でクオリティの低さが露呈してしまうような著しい外観の損害です。
軽欠点に関しては、実用上の機能には直接影響を及ぼさないものの、微細なキズや色ムラなど、日本のユーザーが手にした際に不満を抱きかねない軽微な仕上がりの粗さを意味します。
受入検査をスタートさせる前にこれら3つの定義を言語化し、それぞれの許容限界値(AQL値)を「重欠点:1.0%」「軽欠点:4.0%」といった具合に契約・設計段階で合意しておくことで、現場での判定迷走を完全に防ぐことができます。
AQL表(ISO2859-1)を使った国内受入検査の手順

実際の受入現場でAQL表を機能させるためには、決められたステップ通りに厳密な判定手続きを進める必要があります。まずは抽出したサンプル(先ほどの例であれば125個)をすべて検査し、発見された不良の個数を「致命・重・軽」の分類ごとに正確にカウントしてください。
手元のAQL表に目を向けると、割り出したサンプルサイズ文字と、事前に設定したAQL値が交差するグリッドに、
「合格判定個数(Ac)」
「不合格判定個数(Re)」
という2つの数字がペアで記載されています。
仮にその欄が「Ac: 3 / Re: 4」となっていた場合、見つかった重欠点が3個以内であればその製造ロット全体を「合格」として受け入れ、4個以上見つかった場合はその時点でロット全体を「不合格(ロットアウト)」と突き放すのが鉄則です。
経済産業省が発信する製品安全ガイドラインやJIS規格の基本解説においても、サンプリング検査の信頼性を担保するための絶対条件として、サンプルの抽出は一切の意図や作為を排除した「完全なるランダムサンプリング」でなければならないと明記されています。
パレットの上に乗っている段ボールや、手前の開けやすい箱からだけサンプルを抜くような偏ったやり方では、統計的な確からしさは根底から崩れてしまいます。奥に隠れた箱や中層からも均等にサンプリングして初めて、ロット全体のリアルな品質を正しくあぶり出すことができるのです。
中国OEMで実際にあった国内検品の品質トラブル事例
AQL受入検査で発見した不良率8%の品質トラブル事例
筆者が中国OEM商品の品質管理に携わった際、工場での出荷前検品および第三者検品会社による検品を実施していたにもかかわらず、国内受入検品の段階で不良が発見されたケースがあります。
対象となったのはプラスチック成型品でした。工場側の出荷検査では問題なしと判定され、第三者検品会社のレポートでも合格判定を受けていたため、そのまま日本へ出荷されました。
しかし、国内倉庫でAQL基準に基づく受入検品を実施したところ、一部の商品で部品同士のかみ合わせが悪く、正常に組み立てられない個体が確認されました。
原因を調査した結果、製造に使用されていた複数の成型金型のうち、一部の金型が摩耗していることが判明しました。摩耗した金型で成型された製品は、断面部分の角に細かなざらつきが発生しており、その影響で組み立て精度が低下していました。
不良率を確認したところ、事前に設定していたAQL基準を超過していたため、ロット全体を不合格と判断しました。さらに詳細調査のため国内で全数検品を実施した結果、最終的な不良率は約8%に達していることが判明しました。
工場側へ検査データや不良箇所の写真を提出し協議を行った結果、不良品については無償で再生産を実施してもらうことで合意しました。また、国内で実施した全数検品にかかった追加費用については、双方で責任を分担する形で工場側と折半することで決着しました。
一方で、再生産には一定のリードタイムが必要となるため、納品スケジュールへの影響も避けられませんでした。そのため、クライアントには不良発生の経緯と対応内容を正直に説明し、良品を先行して納品する「分納」という形で対応させていただきました。幸いにも状況をご理解いただき、最終的には大きなトラブルに発展することなく納品を完了することができました。
この経験から強く感じたのは、工場検品や第三者検品を実施していても、すべての不良を完全に発見できるわけではないということです。特に金型の摩耗による品質不良は、特定の金型で生産された製品のみに発生するため、サンプリングの偏りによって見逃される可能性があります。
もし国内受入時のAQL検査を実施していなければ、不良率約8%の商品が市場へ流出し、大量の返品やクレーム、ブランドイメージの低下につながっていた可能性もありました。
この事例は、AQL検査が単なる品質確認作業ではなく、市場流出前の最後の防波堤として重要な役割を果たしていることを改めて実感した経験の一つです。
国内受入検品で発見した取扱説明書の表記ミス事例
品質管理というと製品本体の傷や機能不良ばかりに目が向きがちですが、実際の現場ではパッケージや取扱説明書の表記ミスが大きなトラブルにつながることもあります。
筆者が担当した案件でも、国内受入検品の際に取扱説明書の日本語表記ミスが発覚したことがありました。
この案件では、クライアントから商品企画の依頼を受け、中国工場で量産を進めていました。製品自体の品質には問題がなく、工場での出荷前検品や量産サンプルの確認も完了していたため、そのまま国内へ輸入されました。
しかし、国内検品で最終確認を行った際、取扱説明書の日本語表現に不自然な箇所や誤った表記が複数見つかりました。
原因を調査したところ、自社で作成していた日本語パッケージおよび取扱説明書のデータに問題があることが判明しました。過去に製造した商品のデータを流用して作成していたことに加え、修正作業を何度も繰り返す中で文章の整合性が崩れ、一部の日本語表現がおかしくなっていたのです。
さらに反省点として、試作サンプルの確認段階でも誰も違和感に気付けず、そのまま量産へ進んでしまっていました。
幸いにも不具合は取扱説明書のみであり、製品本体やパッケージには影響がなかったため、国内で説明書のみを修正・差し替える対応で解決することができました。追加コストも比較的小さく、納期への大きな影響もありませんでした。
しかし、もしこれが製品本体の印字やパッケージの法定表示部分だった場合、再製造や再梱包が必要となり、大きなコスト増加や納期遅延につながっていた可能性があります。
国内検品の現場で誤表記を発見した瞬間は非常に冷や汗をかきましたが、この経験を通じて改めて感じたのは、品質管理とは製品そのものだけを確認する作業ではないということです。
製品本体の品質はもちろん、パッケージ、ラベル、取扱説明書、法定表示なども含めて最終品質であるという意識を持ち、国内受入時には必ず実物ベースで確認することの重要性を学んだ事例でした。
【無料配布】AQL国内検品チェックシート(受入検査用)
本記事で解説しているAQL検査や受入検品の運用をそのまま実践できるよう、実際の現場で使用できる国内検品チェックシートを無料公開しています。
国内検品チェックシートの作り方と品質管理のポイント
どれほど緻密なAQLの計算式や理論を導入したとしても、検査員が実際に手にするチェックシートの内容が曖昧であれば、品質管理の精度はあっけなく崩壊してしまいます。
誰がいつ検査台に立っても全く同じ合否判定を下せる「再現性の高いチェックシート」を現場に落とし込めるかどうかが、受入検品を成功させる最大の鍵を握っていると言っても過言ではありません。
特に、海外の委託工場から送られてきた製品を国内でリチェックする場合、日本市場独自の非常にシビアな品質感覚にアジャストした検証項目を用意する必要があります。
作業者が一瞬の迷いもなく、流れるように正確な確認作業を進められる実践的なシートの作り方と、それを支える物理的な環境構築について詳しく検証していきましょう。
国内検品で見落としを防ぐチェック項目の作り方
チェックシートの文言を設計する上で、最も犯しやすい失敗が「著しいキズがないこと」や「各部が正常に動作すること」といった、受け手の主観によって解釈がいくらでも変わってしまう抽象的な表現を使ってしまうことです。
こうした表現は現場に深刻な迷いを生じさせ、結果として検品スピードの大幅な低下や判定のバラつきを引き起こす原因になります。主観によるブレを根絶するためには、すべての確認項目を徹底的に数値化・具体化しなければなりません。
具体的な改善例として、
「表面のスレ傷は長さ5mm以内、かつ1箇所までなら軽欠点として許容し、それを超えるものは重欠点とする」
「電源ボタンを押し込んだ際、明確なクリック感(カチッという音)があり、3秒以内に初期画面が起動することを確認する」
といったように、人間の行動と明確な計測基準をセットで明文化します。
このように判断の基準を極限まで言語化しておけば、着任したばかりの経験の浅いスタッフであっても、熟練の検査員と寸分違わぬ目線で瞬時に合否をジャッジできるようになり、見落としのエラーを劇的に抑え込む効果が期待できます。
国内検品の精度を高める5S管理と検査環境
確実な品質確認を継続するためには、チェックシートに書かれた文字情報だけでなく、作業を行うハードウェア環境の整備や、現場における5S管理の徹底が驚くほど大きな影響を及ぼします。
検査台の上が不要な梱包資材や私物で散ら散らとしていたり、手元を照らす明かりが不十分で暗かったりする劣悪な環境では、チェックシートがどれほど優秀でも、微細な外観のキズや異物混入、わずかな色調のズレを見過ごしてしまう可能性が跳ね上がります。
不具合を構造的に見逃さないためにも、検査スペースの上にはその瞬間に検証する対象製品とチェックシート、そして必要な計測器具だけを整然と配置し、作業スペースの整理・整頓を限界まで突き詰めてください。
さらに、スマートフォンの筐体やアパレル製品、印刷物といったシビアな外観チェックが求められる商材では、一般的なオフィス仕様の明るさ(約300〜500ルクス)では全く光量が足りません。検査対象の表面状態を正確に捉えるために、最低でも1,000ルクス以上の高照度なLED照明や、色の再現性に優れた高演色性の光源をビシッと配置した専用の作業環境を確立することが強く推奨されます。
環境面の不備によるヒューマンエラーを物理的に遮断して初めて、チェックシートは本来のポテンシャルを100%発揮し、自社のクオリティ防衛に貢献してくれるようになります。
限度見本(限度サンプル)による合否判定の標準化
言葉の定義や数値による境界線をどれほど緻密にチェックシートへ書き込んでも、実際の現場においてどうしても判断が難航しがちなのが、樹脂の成型跡や塗装の色ムラ、繊維の質感といった「人間の感覚に依存する領域」の境界線です。
このグレーゾーンにおける判定のブレをきれいさっぱり解消するための最も強力な解決策が、実際の製品現物を用いた「限度見本(限度サンプル)」の導入にほかなりません。
限度見本とは、
「これ以上に状態が悪化していれば有無を言わさず不合格(NG)」
「このレベルの微細な粗さであれば、市場流通を許容できる合格(OK)」
という、合否の瀬戸際にある実物を検査台の目の前に常設しておく仕組みを指します。
チェックシートの該当欄に「表面の塗装ムラに関しては、検査台左側に設置された限度サンプルBのNG基準を必ず参照のこと」と明確に紐付けておくことで、作業者は迷った際に見本と現物を直接見比べ、自信を持って正確なジャッジを下せるようになります。
現場の判断基準がここまでカチッと標準化されれば、万が一委託工場側との間で品質に関するシビアなトラブルや交渉が発生した際にも、
「我が国の受入基準であるこの限度見本を超過しているため、ロジカルに不合格である」
と、感情論を排した強い根拠を持って毅然と主張を展開できるビジネス上の大きな強みが生まれます。
なお、本記事で解説している判定項目は無料配布中の国内検品チェックシートにも反映しています。
▼ダウンロードはこちら
よくある質問???
国内検品で不良率がAQL基準を超えた場合の対処法は?
AQL基準で定められた不合格個数(Re)に到達してしまった製造ロットは、原則として受け入れを拒否してサプライヤーへ突き返すか、国内の倉庫で全数選別(すべての製品を検査して不良品を完全に弾き出す作業)をかけるかの二者択一となります。事前に交わした基本取引契約書の内容に則り、不良確定分の無償交換対応や次回発注時の代金相殺、あるいは国内での選別作業にかかった臨時の人件費・工数を相手方に補償させるための交渉を速やかに開始してください。その際、現場のチェックシートの厳密なデータ記録と、発見された不良現物の高解像度なマクロ写真を確固たるエビデンスとして提示することが交渉を有利に進める絶対条件です。
サンプリング検査と全数検査はどのように使い分けるべきですか?
基本的には、取り扱う製品の単価、1ロットあたりの製造規模、およびその製品に求められる安全性のハードルの高さという3つの要素のバランスで使い分けを判断します。大量生産品であり、過去の製造履歴から品質が比較的安定していると判断できる商材であれば、AQLに基づくサンプリング検査を適用するのがコストパフォーマンスの面でも最適です。一方で、初めて取引を行うサプライヤーの初期生産ロットを検証する場合や、万が一1個でも不具合が発生すればブランドの社会的信用が失墜しかねない高単価製品・精密機器・肌に直接触れる高リスク製品などの場合は、国内受入時に迷わず全数検査を選択するのが賢明なリスクマネジメントと言えます。
抜き取ったサンプルに1つでも致命欠点があったらロットアウトですか?
はい、一般的なAQLの運用ルールにおいて、火災や感電のリスク、あるいは法規制違反に直結する「致命欠点(Critical)」に関しては、合格判定個数(Ac)が「0」、不合格判定個数(Re)が「1」として厳格に設定されています。したがって、たとえ他の軽微なキズや汚れといった軽欠点がゼロであったとしても、抽出されたサンプルサイズの中から致命欠点に該当する不具合がたった1つでも検出された場合は、その時点でロット全体の信頼性が否定され、即座にロット不合格(ロットアウト)の判定が下される仕様になっています。
ANSI/ASQ Z1.4とISO 2859-1はどちらを使えばよいですか?
ANSI/ASQ Z1.4はアメリカで広く利用されているAQL抜取検査規格であり、ISO 2859-1およびJIS Z 9015-1はその国際規格・日本規格に相当します。実務上のサンプリング方法や判定基準はほぼ同じため、中国OEMや輸入ビジネスではどちらの規格名が使われていても大きな違いはありません。重要なのは規格名ではなく、AQL値や欠点分類、検査水準を事前に工場と合意しておくことです。
まとめ
量産品が手元に届いた後の国内受入品質管理は、自社ブランドの信頼性と利益を守り抜くための最後の生命線です。
国際的な信頼基準であるAQLサンプリング検査を正しく導入し、個人の主観や曖昧さを徹底的に排除した具体的な品質確認チェックシートを運用することで、限られたリソースの中でも見落としのない強固な検品体制を構築することができます。
5Sが細部まで徹底された高照度な検査環境を整備し、言語化された具体的な判定項目と限度見本を隙なく組み合わせることが、現場のヒューマンエラーを未然に防ぐ最も確実なアプローチとなります。
まずは取り扱う製品の特性やリスクに応じた適切なAQL値の設定から着手し、誰がやってもブレない再現性の高い国内検品体制への確かな一歩を踏み出してみましょう。
今回解説した内容をすぐに実務へ導入したい方は、以下の無料テンプレートをご利用ください。
▼国内検品チェックシート(Googleスプレッドシート)
参考文献・引用元リスト
- 日本産業標準調査会(JISC): JIS Z 9015-1「計数値検査に対する抜取検査手順」
- 経済産業省 :製品安全・消費生活
- 国際標準化機構(ISO): ISO 2859-1:1999
著者プロフィール
著者:中国OEM実務者
中国OEM・輸入ビジネスの実務経験10年以上。
中国OEM工場の現地訪問経験(約20社)。
OEM商品の企画・製造の交渉に従事。
中国工場とのオンライン商談、MOQ交渉、輸入原価計算、品質管理などの実務を経験。
現場で得た知見をもとに、中国OEMや輸入ビジネスに関する実践的な情報を発信しています。


コメント